一、项目背景
国电某发电厂始建于1982年9月,现有职工2000人,电厂总装机容量为4×100mw高温高压凝汽式机组,设计供电煤耗率444g/kwh,投产至今已累计发电425亿kw/h,为当地的经济建设和发展做出了巨大的贡献。
环保是我国的一项基本国策,节能减排,废渣处理也是热电厂重点关注的项目。该发电厂以巩固和发展创一流火电厂为目标,随着电力体制改革的不断推进,对环保的要求也越来越高,对于热电厂发电的最后一道工序——除灰,处理不好不仅会造成严重的环境污染,还会给生产带来巨大的障碍。
我国老式除灰系统比较简单,几乎均为水力除灰,即是所谓的“三泵两管一条沟”的单一模式,除灰系统是电厂的薄弱环节。

二、项目的必要性
该热电厂原有除灰系统采用按钮式控制,自投产以来一直运行不稳定,灰场工况环境差,且已运行多年,按钮早已达到寿命周期,导致多次失效,不仅容易造成设备损坏,且存在严重的安全隐患。
灰场系统使用的继电器安装于平台就地,长期受灰尘腐蚀氧化,节点存在氧化接触不良问题,线圈易受潮烧毁,使系统运行可靠性降低。而且常规继电器不具备通讯功能,无法和整个除灰系统协调工作,使运行人员盲操作,不易掌控放水时间,导致粉尘飞扬,造成二次污染。
三、设计思路
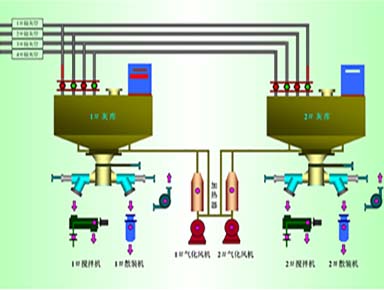
系统采用水力喷射除渣+气力除灰处理工艺,具有完善的报警、故障查询处理和事件记录查询功能,其主要控制对象:水泵,输送风机、气化风机、气锁阀、加热器、各类阀门、卸灰装置、布袋除尘器、收灰风机及管道压力、底渣斗、贮水池以及灰库等设备。
1、更换散装头系统手动插板阀后所有设备,包括电动给料机,气动给料阀门,散装头,除尘风机、升降控制设备。通过PLC对上述整个除灰输送系统实现自动控制,包括接线对线、PLC编程、调试工作。

2、更换放灰电气控制系统所有操作盘、控制柜、电气元件。就地控制箱、就地仪表、压力变送器、料位计、控制阀门等一次仪表到PLC、LCD上位机连接,实现全自动运行。
3、更换1和2号灰库库顶料位计,并将灰位信号接入放灰操作系统。通过带LCD显示的上位机(PC)对项目的整个工艺系统进行控制。运行人员在中央控制室通过LCD操作员站,可以对除灰处理系统进行监视和控制,通过LCD画面和键盘、鼠标对整个工艺系统设备完成控制和操作,设置常规控制仪表盘,手动与自动切换。
4、更换部分搅拌机配件(两台电动给料机,四套气动闸板阀)。增加两台物位计(重锤物位计)且信号接入PLC上位机和就地数显面板。
5、原除灰系统A/B/C给水气动切断阀更换气动调节阀,增加流量计,便于操作调节给水量大小。
6、散装头装车因灰尘,雾气太多看见装车,需装抛面天线雷达(高频带反吹风,防结露功能)。

四、项目效果
1、在使用的过程中,系统对液灰库的料位等数据进行实时检测并自动控制设备的运行状态,保证设备不因料位过高造成的灰库溢出和罐压过大,同时保证不因灰位过低而导致的工艺缺陷。达到了提高生产效率并降低了设备故障率的效果。
2、在使用的过程中实现了对灰库灰位的PID控制,减少了人工操作的成本和时间,间接地提高了生产效率并降低设备故障率。
3、反馈控制程序使得各部分设备协同运行,并保证设备运行在最优的反应状态下,大幅提高了工作效率。
4、自动系统可直观的显示出各关键数据的实时及历史曲线,帮助工作人员及时了解系统运行情况。并提供准确的报警信息,协助工作人员第一时间解决设备相关问题,避免因为设备或状态的异常导致的意外情况。
5、界面直观,操作简单。